Takeda Engineering Consultant Inc for the 21st century
(株)武田エンジニアリング・コンサルタント
|English| 「ホーム」 「東北巨大地震と地震予知」 「予測と診断」 「コンサルタント」 「製品とダウンロード」 「サイトポリシー」
|
|
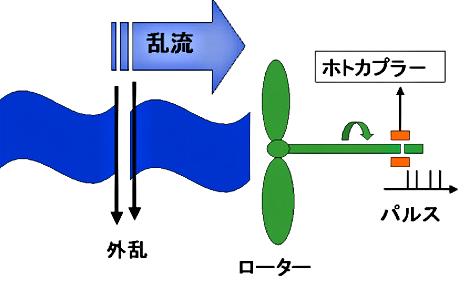
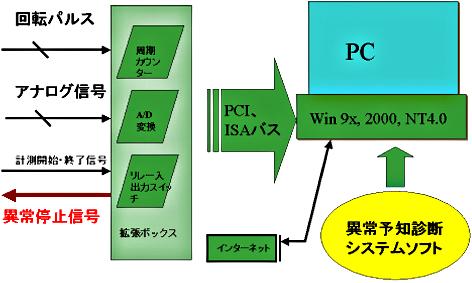
工業システムの異常予知診断例1. 乱流(ノイズ)に応答している小型ローター の回転運動の異常予知診断空気の乱流中に小型羽根車(ローター)を設置します。小型ローターは直径1.5cmのアルミ材質で回転軸を含めた回転系の全慣性モーメントは、小さく0.13gcm2です。この小型ローターが、乱流に応答して回転している様子を図1に描きました。
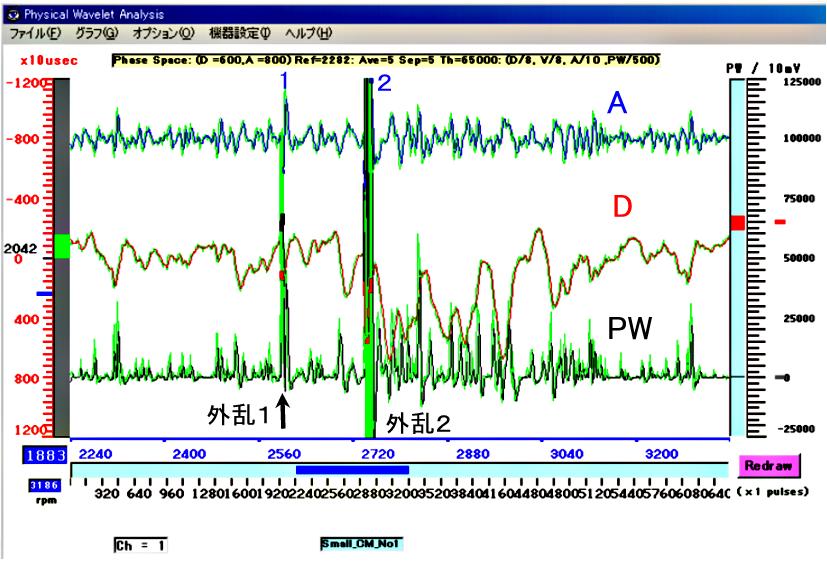
この回転運動から得られる時系列は、ローターが1回転するパルスを検出し、パルスの間隔時間(周期)を1回転毎に計測し、順番に並べたデータ列です。 乱流に応答しているこのローターは、流れの回転駆動トルクが、小型軸受けのベアリング上の非常に小さな摩擦トルク(毎分約3000回転の状態で約20dyne・cm)と瞬時の釣り合いを保ちながら回転運動を継続しています。 しかし、その空気乱流を急停止させ、その直後に無風状態を作り出すと、そのローターは、摩擦トルクと比較するとかなり大きな回転の慣性のため、その毎分約3000 自由回転を続けようとします。しかし、空気の流れが存在しないので、その回転は、主にベアリングの機械摩擦トルクにより徐々に減少し完全に停止します。その停止するまでの時間は、約20秒間程かかります。 従って、ローターには共鳴回転が無いので、慣性モーメントは、回転変動のローパスフィルターの役割をし、回転異常の兆候を含んだ変動の高周波成分や乱流の高周波変動成分を全て取り除くと予測されます。 実際、乱流に応答しているローターの回転変動のパワースペクトラムには、共鳴回転等を示す突起したピークも存在しなく、様々な周波数成分が混沌とした状態で並んでいます。 この様な混沌とした回転変動を、ローターが乱流に応答している周波数領域でノイズとみなします。従って、このノイズの変動と同程度の周波数成分と大きさを持つ異質な外乱(異常)が、乱流に加わったとしても、その異常を、異質な変動として抽出することが困難となります。 参考文献Takeda, F., Takeda. R.,, Okada, S., "Responses of small propeller current meters to impulsive and pulsating turbulent flows", ASME, Measuring and Metering of Unsteady Flows, FED-Vol, 106 27-34 (1991). 乱流に乱流とは異なる異質な外乱を加えて異常を発生させます。この様に乱流をノイズと見なせる状況下で、上の図1に示されているように乱流を一瞬(10ミリ秒のオーダで)A4、A5サイズ程度の2つの異なる大小の物体で遮り、乱流とは異質な2つの外乱1と2とを発生させます。 この2つの外乱は、ローターの回転運動に異質な変動を一瞬与えます。ローターの時系列から、この変動を検出するために、通常の信号処理技術を用いると乱流に対する応答の変動と区別がつきません。時系列に存在している欲しい情報がノイズに埋もれている状況です。しかし、この異質な変動には、ノイズとは微妙に異なる速度Vと加速度Aの関係が存在するはずです。 この関係を診断するのに、ローターの回転運動の時系列を、TEC21の非線形解析手段を用いて診断してみます。TEC21は、この解析手段を、”物理的なウエーブレットによるリアルタイムの時系列解析”と呼んでいます。詳細は、参考文献を参照 して下さい。 その2つの外乱をローターの回転異常として検出した例です。図2と図3に、それら外乱を回転異常として検出した診断例を表示します。この診断で、周期の時系列データから、変位D、加速度A等を検出するために使用した物理的なウエーブレットは、方形波から構成したものです。その形状は幅と間隔で決まり、幅は移動平均を取る個数、間隔は差分を取る個数に相当し、幅、間隔ともに5個のデータ個数(5回転に相当)です。 図2には、図を見やすくするためにPWは表示していませんが、図3では、パワーPWを用いた異常検出のためにしきい値を設定し、PWがこのしきい値より大きくなると、グラフの線幅が太くなり、異常検出したことを示しています。
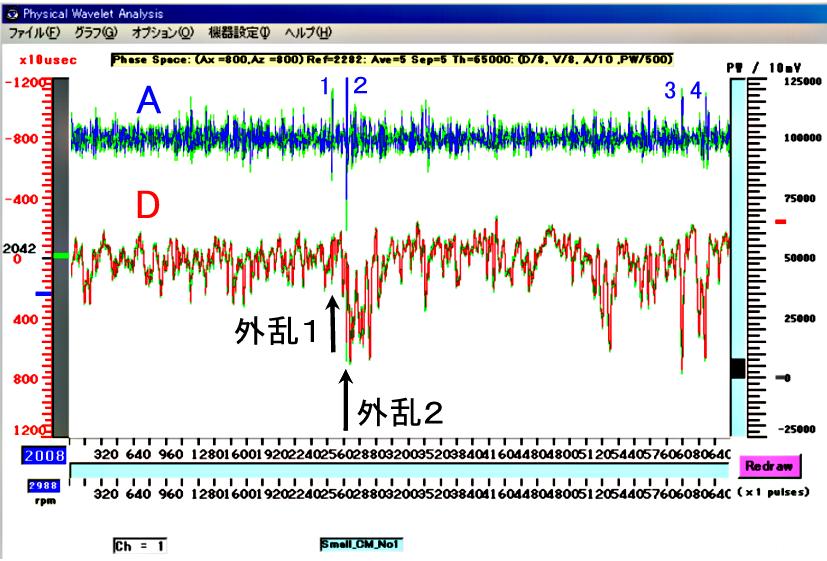
図2
図2と図3の簡単な説明です。
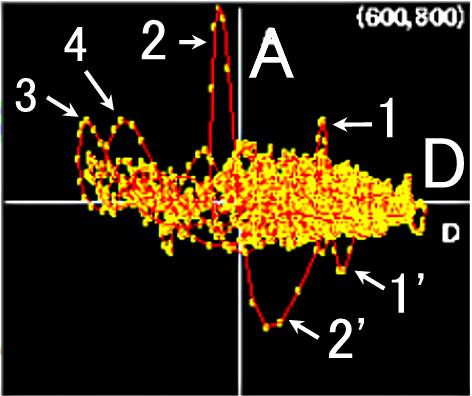
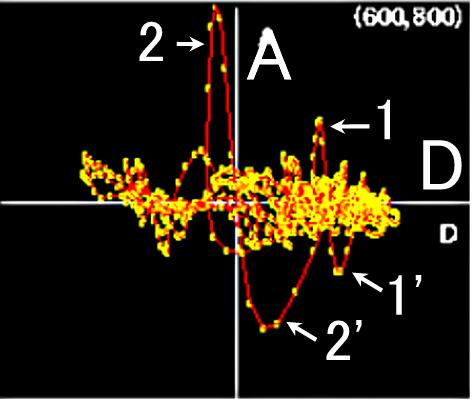
図2では、異質な情報(外乱1、2)に反応したローターの回転変動(変位D)が、ノイズ(乱流)に完全に埋もれている様子を表しています。6500回転余りの変動を見直して、特徴ある加速度Aの変化が、やっと、番号1−4で表示した4箇所に見受けられる程度です。それらは、2つの外乱1と2、さらに、それら2つの外乱とは性質の異なる大きな自然な乱れによる3と4とです。 図3では、図2で隠れていたその外乱による回転変動を、ノイズとは異質な(異常な)情報として、PWのレベル比較により検出した事をしています。つまり、ノイズ(乱流)に埋もれた異質な情報(外乱1、2)に反応したローターの回転変動が、外乱1と外乱2の箇所で、PWのあらかじめ設定してあるしきい値(ノイズと区別するためのしきい値)より大きくなった事を示しています。 しかし、それら回転変動の異常がPWのレベル比較検出により検出されても、異常変動を起こした外乱が、乱流中にいかにして発生したか、その様子をまったく知ることができません。 その様子を知るために、ベクトル(D,V,A)が描く軌跡のなかでも、(D,A)状態平面の軌跡は、それら2つの外乱1、2を、乱流と言うノイズを象徴する集合軌跡から上下方向に飛び出した 次の2つの異常な軌跡1と軌跡2として描きます。 図4 図4は、図2の総回転数6500回転余りにおける回転変動を(D,A,)状態平面に描いた軌跡で、図5は、図3の回転領域、2240<回転数<3360、の回転変動を(D,A)状態空間に描いた軌跡です。それら図の説明です。
これの図の軌跡1と軌跡2は、次の情報を与えます。
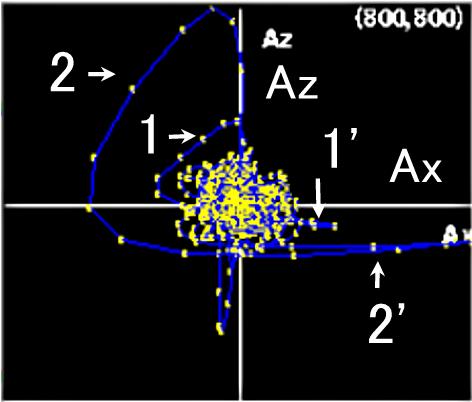
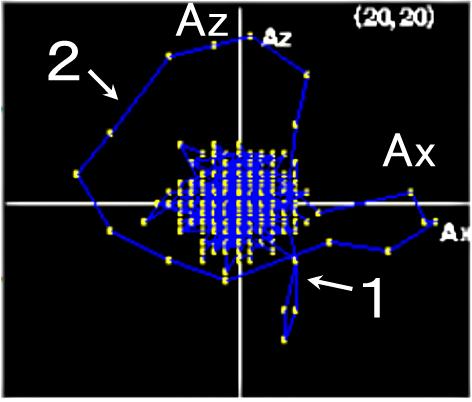
さらに軌跡3と4とには、減速に対応する領域が無く、外乱1と2とは異質な軌跡である事、つまり、乱流に発生した大きな乱れのメカニズムが異なる事を断定しています。 従って、状態空間の軌跡とパワー(PW)によるレベル比較検出との組み合わせは、様々な分野のシステムの診断及び異常予知診断に利用できることがわかります。 また、速度Vと加速度Aとをx-y-z状態空間にベクトル(Vx,Vy,Vz)と(Ax,Ay,Az)の軌跡として描かせることもできます。すると、それら人工外乱を、異質な情報として捕らえる事ができ、状態空間にその情報を異常な軌跡として描かせることもできます。 例えば、図6(回転領域は、図5と同じ、2240<回転数<3360)に示しているように、ベクトルAが描く軌跡の(Ax,Az)状態平面への投影は、次の3事項を明示しています。
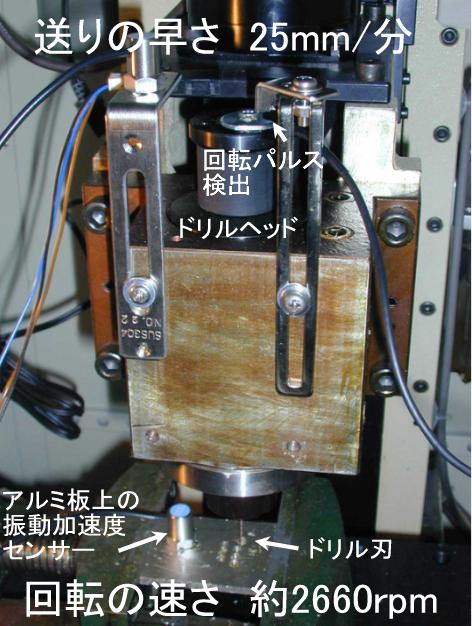
図6 従って、ベクトル(Vx,Vy,Vz)と(Ax,Ay,Az)の軌跡の解析に、汎用カオス解析ツールも使用しながら、診断や予測に利用できそうです。 参考文献F. Takeda, “A new real-time signal analysis with wavelets and its possible application to diagnosing the running condition of vehicles on wheels”, JSME Inter. J. Ser. C. 37(3), 549-558 (1994). F. Takeda, “New real time analysis of time series data with physical wavelets”, Proc. 3rd Experimental Chaos conf. World Scientific 75-79 (1996). 武田文秀 、日本国特許庁、特許公報、第2787143号、運動変化検出装置(1998) 武田文秀、岡田三郎、"回転機械及び機械工具の異常予知診断",機械講演論文 No005-1, 291-292(2000). 2. ドリル工具の切削加工中の異常予知診断次に、ご紹介するドリル工具を用いた切削穴加工における異常予知診断は、旧通産省、中国工業技術研究所で実施した試験の概要です。詳細は、下の参考文献にあります。 使用した実験装置のドリルの回転は、毎分約2600回転余りで、500WのDCサーボモーターにより駆動されています。そのドリル送りの速さは、毎分25mmです。
図3 (径1mmドリルの穴加工) 図3は、被加工板(ワーク)に対し、DCモータ駆動のドリル刃を送りモータで前進させながら、切削加工をした診断の様子です。図で使用した用語等の定義と簡単な説明です。なお解析に使用した物理的なウエーブレットの幅wと間隔sはそれぞれ、15と20です。
次にドリル切削加工におけるTEC21の用語の定義です。
ドリルの切削加工には次のステップがあります。
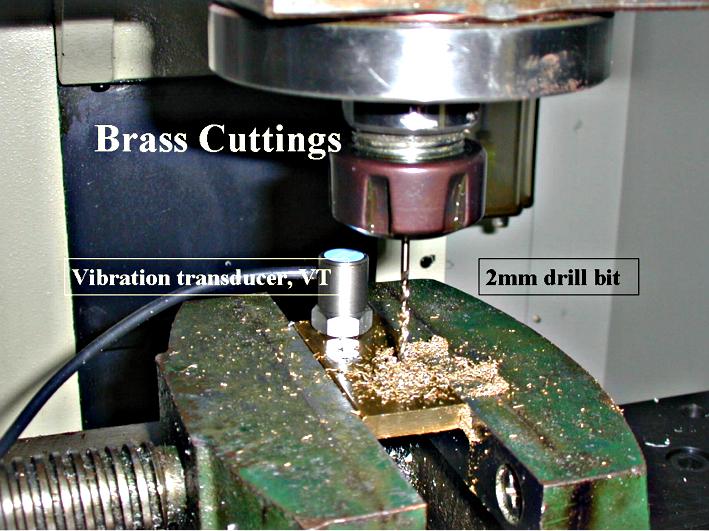
上のステップと図3の診断に沿って、切削加工を簡単に説明していきます。 ドリルの回転には、切削加工にかかわらず、既に、瞬時変位D(黄色)は基準周期の±0.07%のランダムな微小変動があります。 くいつき時の変位D(赤)に、基準周期の-0.02%の減少が認められますが、ランダムノイズが、そのくいつきを隠している状態です。しかし、PWはその減少を大きな変化として検出します。 このPWの振幅レベルより大きな抑止トルクが加わると、切削加工に異常や異常 の予兆が発生したと診断します。その判断に使用するしきい値レベルの選択は、くいつき時のレベルや切削加工条件から設定します。加工条件によらない自動設定も可能です。 くいつきが、終了すると、一定な抑止トルクがドリル刃に働いている安定した切削加工状態になり、変位Dの減少は、基準周期の0.1%となります。そして、ワークに固定しているVBのレベルは、0.1Gのレベルに上昇します。 切削加工中に、PWの振幅値にくいつき時の大きさと同程度のものが存在しますが、これは切削油などで切子(切屑)を除去していない実験装置に原因があります。そのため、切子による抑止トルクが作用したものと思われます。 この様な切子が詰まるような状況で、ドリルヘッドが穴を貫通し始めたので、設定しきい値(150)を超えた大きなPWが出現し、グラフの線幅が太くなっています。この時、TEC21の異常予知診断システム装置からリレー信号が出力されますが、実験では、その信号を無視して、穴あけ作業を貫通し、切削加工を終了させています。従って、図3は、そのような切子が穴に詰まり始めるた状態でワークに穴を貫通させ、切削加工を終了したと言う診断結果を表示しています。 穴を貫通させると、ドリルヘッドの送りが停止し、スラスト力が無くなるのでドリル刃に働いていた回転抑止トルクは減少します。すると、モータにかかっていた負荷が減少し、駆動トルクが上昇します。その結果、ドリル回転数は上昇し、その後ドリルヘッドがワークを離れ切削加工開始前の初期値まで戻ります。 もしも切削中のドリル刃にワークから刃を破損させる予兆と思われる微小な回転抑止力が急にかかると、TEC21の異常予知検出システム装置は、PWのレベル比較で その予兆を検出します。次のドリルの1回転を待たず即座に、リレー信号(停止信号)を送りモータに送り、強制停止させます。送りモータが停止するので、スラスト力が無くなり、その抑止トルクは直ちに取り除かれます。しかし、ドリル装置が、 停止リレー信号を受け取ってからドリルヘッドの送りを完全に停止するまでには、遅れ時間が発生します。 この遅れ時間は、ドリル切削現場では、通常、200msec余りです。回転数に変換すると10回転にもなりませんが、この遅れ時間の間---送りのモータが停止するまで---この異常予兆の回転抑止力がかかった状況でドリルが加工を続けます。 しかし、この状態の抑止トルクは、通常、ドリル刃を破損させないようです。従って、ドリル刃が破損する前に、その抑止トルクを、送りの強制停止により取り除くことが可能です。 重機器の工作現場での実機試験における、ガンドリルのそのような破損防止の実例は、ガンドリルの切削加工で 簡単に説明します。 図4 (径2mmのドリルの穴加工) 図4は、径2mmのドリルを用いた図3の切削加工条件と同じ条件下の切削加工の診断例です。径が2倍に増加したため、切削加工の様子は次のように変化しています。
またD-A状態空間に関しては、次の関係があります。
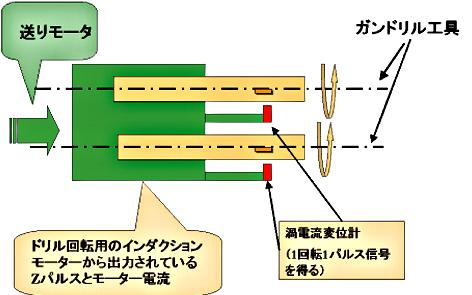
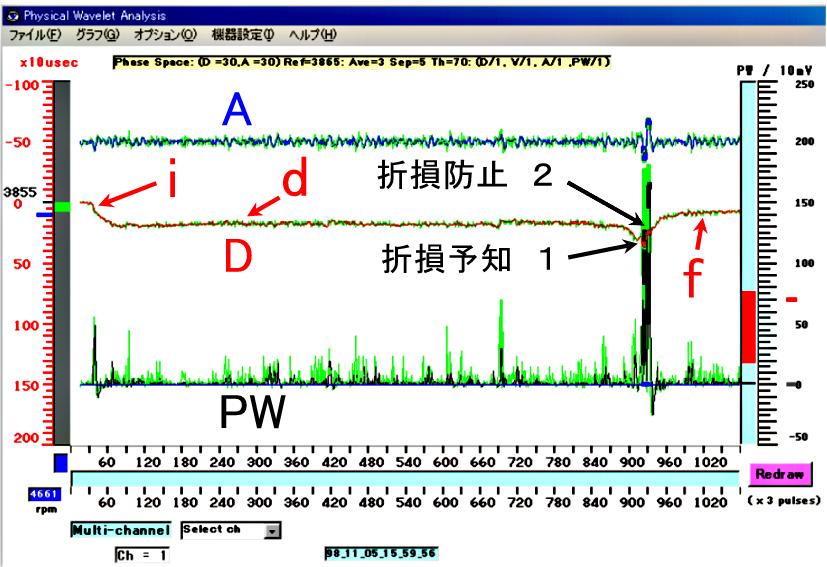
参考文献F. Takeda, S. Okada, M. Imade, and H. Miyauchi, “Diagnosing abnormal operating conditions of rotational machineries and machine tools with physical wavelets”, Proc. SPIE, 4222, 417-426 (2000). 3. ガンドリルの切削加工中の異常予知診断と破損防止例ガンドリルのシステムと時系列TEC21の異常予知診断技術を穴あけ加工に用いたドリルの折損予知システムの導入は、加工品質の向上、加工のコストダウン、現場での大事故防止等多くのメリットがあると思われます。 1998年に三菱重工業株式会社の三原工場で実施した実機試験の例を紹介します。重機械工作のサクションロールの穴あけ加工におけるガンドリル(径3.9mm、長さが220mm)の折損オンラインテストにTEC21の計測システム装置を用いた診断結果の一例です。それは、工作現場でのドリル折損回避を100%可能とするものでした。 ラインでテストしたガンドリル数は160余りのドリルの中の2つで、各ドリル軸は、単一のインダクションモータによりベルトで連結された状態で駆動しています。各ドリル軸の回転パルスは、渦電流変位センサーで検出していますが、インダクションモータのエンコーダーのZ相パルスをドリル軸の回転パルスとしても、 同等な折損回避が可能でした。図1は、そのガンドリルシステムの模式図です。 図1 加工現場でのドリル軸の回転数は毎分4897回転なので、当時(1998年)のwin95もしくは98をOSとしたTEC21のリアルタイム異常予知診断システムでは、1回転ずつの回転周期12.25ミリ秒を連続計測し診断することはできませんでした。従って3回転するのに要した時間を、計測し、ガンドリルシステムの時系列データを作成しました。従って、見かけ上毎分1637回転しているガンドリルシステムの折損回避のための異常予知診断例 となります。この様に、高速なシステムを遅延させても、多くの場合支障はありません。 折損しそうになったガンドリルの折損回避の様子先の切削加工中の異常予知診断に使用した切削加工条件との違いを、次に 列挙します。ただし、グラフ表示は、図3、図4と同一な記号を使用しています が、各瞬時値は黄色でなく緑色表示に変更し、パネルを無色にしました。
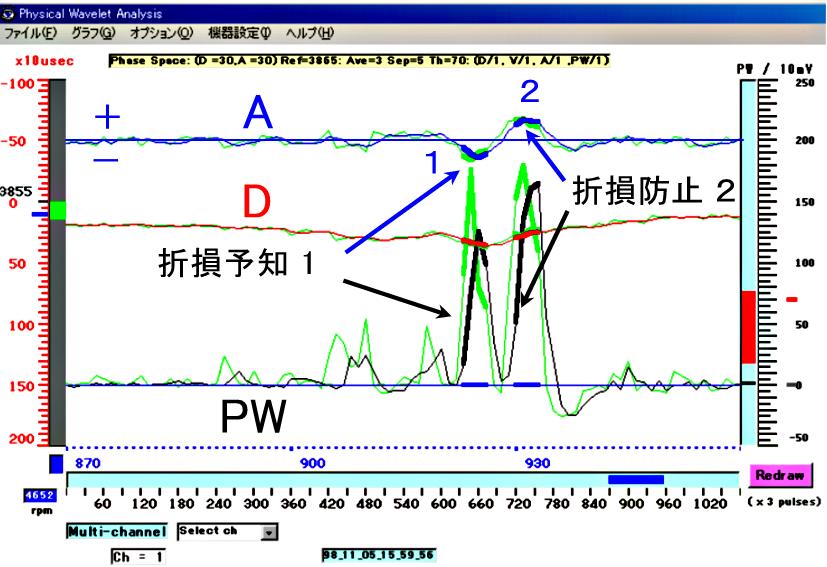
図1 図1に、切削加工診断の様子を示しました。その簡単な説明です。 横軸の目盛30(累積回転数は90回転)付近まで、回転周期は一定です。 ドリル刃が被加工物(ワーク)に接触し切削を開始したため、回転数が徐々に減少し始めています。この回転数が減少する過渡的な切削開始状況は、累積データ数に換算すると、横軸の目盛100(累積回転数は300)を過ぎる頃まで続き、その後ドリル刃はワーク内に完全に入り込んでいきます。この時点で、ドリルの回転数は、無接触時に比べ0.5%程減少しています。これ以降、回転数の減少は停止し、インダクションモータで駆動されている切削中のドリル軸の回転数は安定します。そして、インダクションモータは、切削による一定の負荷を受けることになります。 この安定状態(正常状態)は、横軸目盛の640付近まで続きます。 この広範囲な領域で、駆動トルクと抑止トルクとの釣り合い状態は、略一定となっています。しかし、局所的にみると、その釣り合いは一定でなく、ランダムな0.1%以下の微小な回転変動を起こしています。 ところが、横軸目盛の900直後、回転数は0.3%程急減し、920付近から回転数が上昇し始めます。これは、切削中のドリル刃にワークから異常な回転抑止力が急にかかり、ドリル回転数が急減した後、この異常な抑止トルク(異常な回転抑止力)が直ちに取り除かれたことによります。この回転抑止トルクを、ドリルの折損につながる異常トルクの発生と予知判定し、ドリル軸の送りモータを急停止させたからです。この判定は、パワーのレベル変化としきい値との比較検出からなされます。 この様な異常が検出されると、ドリルの送りモータに停止信号(機械接点のリレー信号)を直ちに送ります。この停止信号が送られた個所は、横軸の924の箇所です。送りモータは、その接点信号を受け取ると、約270ミリ秒の遅延時間を経てドリルヘッドの送りを停止し、その後、ドリルヘッドを切削加工開始の初期位置まで引き戻します。 送りが停止されると、スラスト力が無くなるのでドリル刃に働いていた回転抑止トルクは減少します。すると、インダクションモータにかかっていた負荷が減少し、駆動トルクが上昇します。その結果、ドリル回転数は上昇し、その後(グラフには表示されていませんが)ドリル刃がワークを離れ切削加工開始前の初期値まで戻され始めます。この時、ドリル回転は、横軸の30付近での切削加工開始前のワークに無接触な状態に復帰します。 しかし、送りモータが停止された後、ドリル回転数は上昇しますが、ワークと無接触な状態に復帰していません。この事実は、ドリル刃に加わった異常なトルクは、ドリル刃等を折損せず、ワークに刃が接触したまま送り停止の状況で、摩擦による抑止トルクを受けながら、過渡的な正常回転を続けている事を意味しています。この様に、接触摩擦が徐々に軽減されていく様子は、横軸の累積データ(累積回転数)が最終データである1080まで継続しています。 図2 図2は、図1の破損予知1と破損防止2の様子を拡大したものです。 横軸の870から960までの領域を拡大しました。拡大した横軸上に見える各点は、その3回転毎の各データに対応していて、その時間間隔は約39 msecです。924番目のデータで異常回転(ドリル切削加工中発生した異常な回転抑止トルク)を検出し、停止信号をドリル軸の送りモータに出力しています。送りモータはその停止信号を受け、送りを停止し、そしてドリルを加工開始前の位置に引き戻しますが、データ表示されているのは、送り停止中の状態です。従って、この間、ドリルは、回転を継続しています。 2つのパ大きなワー変化、破損予知1と破損防止2があります。 破損予知1は、924番目のデータより1つ前のパワー値が18で、次の924番目で77となります。しきい値70を越えたこの最初の大きなパワー変化は、加速度A(青色)が負の方向(下側で減速領域)にシフトした領域に対応しています。つまりドリル切削回転に異常な抑止回転力(抑止トルク)が加わった事を示しています。この間パワーがしきい値70を越えている領域にあるグラフは、グラフ線が全て太くなっています。 破損防止2は、軸送りモータが異常停止信号を、924番目のデータで、受け取り、データ7個分に相当する遅延時間(約270ミリ秒)後に、ドリル軸の送りを停止した箇所です。 その様子は、今までドリルヘッドに加わっていた回転抑止力が急減し、その結果、インダクションモータの負荷も軽減し、加速度A(青色)が正側(上側で加速領域)に振れていることにもよく現れています。 折損防止したドリル刃は交換すべきです。そのようなドリル刃を次の切削加工に使用した場合、すべて、くいつきの初期段階で破損しています。それら破損の検出も、TEC21の異常予知検出方法でなされています。 私見ですが、TEC21は、この様な、折損予知検出直後の加工停止による折損防止においては、ドリルの折損は100%回避できると確信しています。
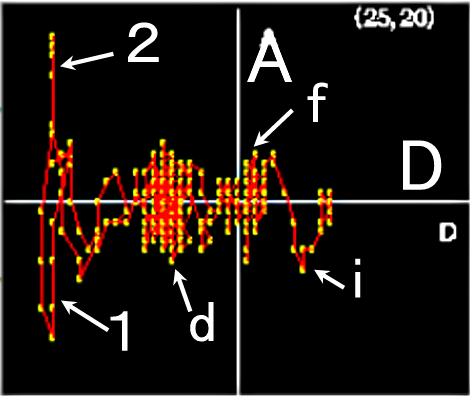
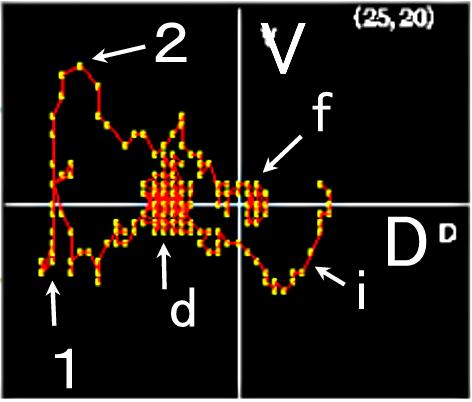
図3 図1の切削加工の診断をD-A状態空間に表示しました。 図4 同様に切削加工の診断をD-V状態空間に表示しました。 図5 同様に切削加工の診断をAx-Az状態空間に表示しました。中央の円形の軌跡の集まりは、ドリル刃に加速度A(外力)がランダムに働いていること示しています。 図3-図5に描かれた異常軌跡がそれぞれ折損予知1とその折損防止2に対応します。これら異常軌跡は、TEC21の検出に変動量が大きくS/N比の非常に高い信頼性の高いパワーを使用します。 4. 回転機械の軸受け異常予知診断(寿命予測にむけて)現状回転機械の転がり軸受けでは、各種異常に起因する特定周波数を持った振動が、その機械に発生しているようです。従って、各種異常の予知診断は、
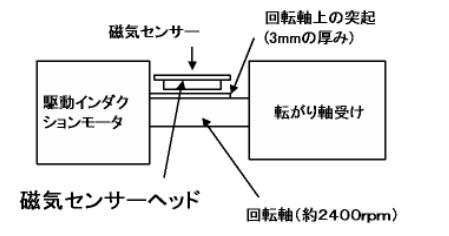
を検出し、検出した信号の特定の周波数領域の振幅値が如何に変化するかを、スペクトル解析等、汎用の線形解析手段を用いて診断しているのが現状のようです。 しかし、軸受けに発生した異常が、軸受けを破壊に導く過程は、非線形なので、その寿命予測を、これら線形解析手段のみ用いて実施することは不可能だと思えます。 軸受けに発生した微少な異常が、解析困難な非線形挙動つまりカオス挙動を引き起こし、その転がり軸受けを破壊へと導いているのが現状のようです。 寿命予測も可能?従って、回転機械の回転軸が1回転する時間をTEC21の計測システム装置で連続計測し、時系列の変動を、TEC社のリアルタイム非線形解析手段を用いて解析すれば、その軸受けの異常予知診断のみならず寿命予測をすることも可能になると思えます。(初期調査の実例は省略します) 回転機械の回転軸受けの寿命予測調査目的のために、回転パルスを取り出した模式図は、下図を参照してください。 図1
|
|
地震予知情報に使用しているデータは、防災科学技術研究所と国土地理院がオンライン公開している気象庁一元化処理の震源要素と電子基準点のF3座標値です。 Copyright © 2003 TEC21. All rights reserved. This website has been opened since June 2003. Last Updated : 2015/11/23 11:40 |